L’entreprise Efco est spécialisée dans les techniques de fixation pour les transformations et les rénovations. Le leader suisse des produits de fixation innovants confie toutefois la production de ses chevilles à Produ-Plast AG, qui a ouvert ses portes pour montrer comment sont fabriqués ces outils pratiques du quotidien.
Le processus de production en détail
Grâce à sa longue expérience dans le développement et la production de techniques de fixation, l’entreprise Efco, fondée en 1924 déjà, sait qu’elle peut faire entièrement confiance au spécialiste du moulage par injection Produ-Plast AG pour la production de chevilles. Celle-ci dispose en effet d’un vaste savoir-faire dans le domaine de la technique de moulage par injection. C’est pourquoi l’entreprise assume également l’entière responsabilité de la fabrication des chevilles Delta, depuis la livraison des matériaux de base jusqu’à l’emballage des produits finis, ce qui comprend les étapes suivantes:
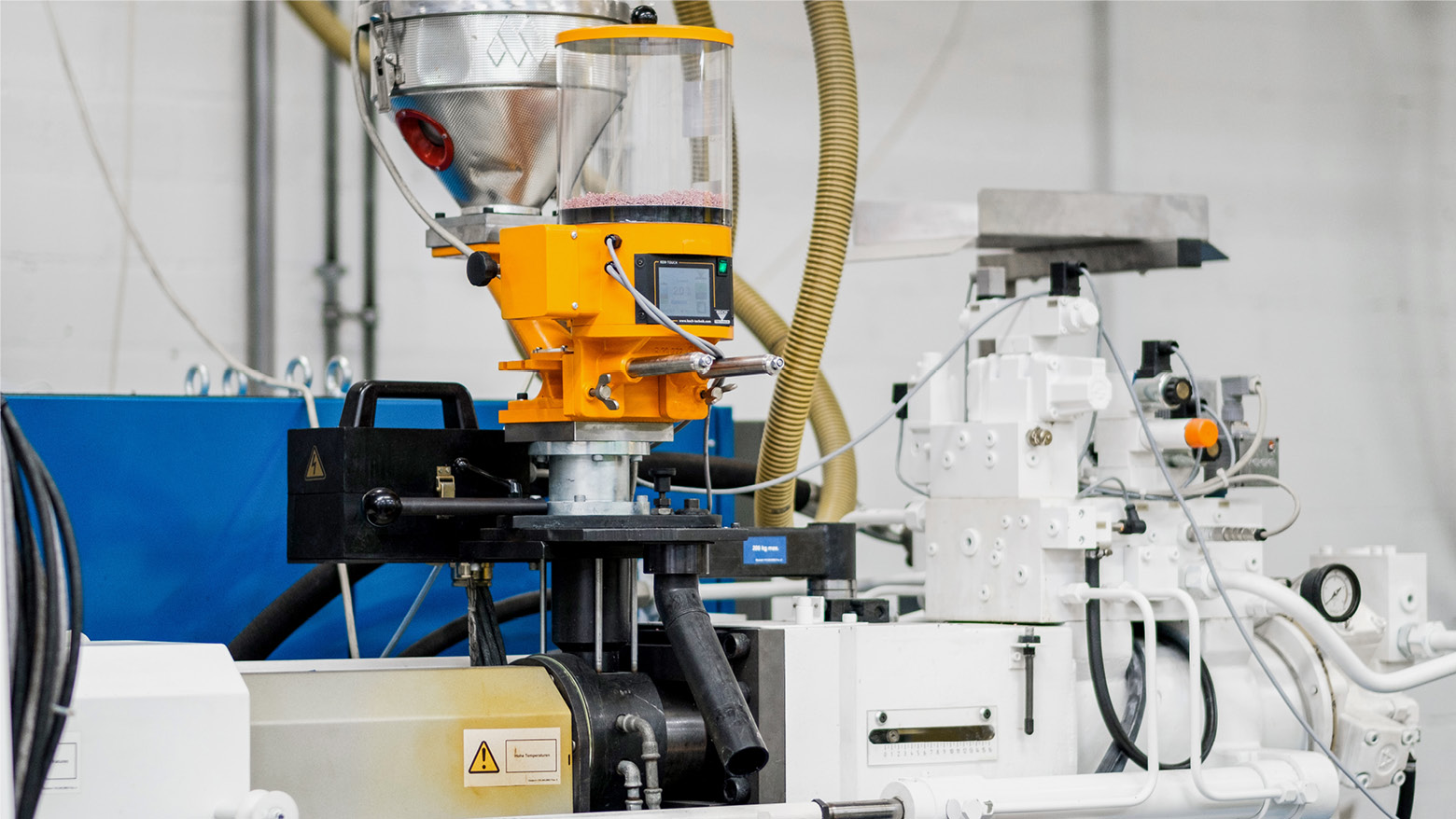
Les granulés naturels sont livrés dans des sacs et versés dans des conteneurs. Ensuite, le séchoir à granulés aspire les granulés naturels et les sèche afin d’éviter la présence de bulles d’air dans le produit final. Une fois que les granulés ont séché suffisamment longtemps, ils sont acheminés par des tuyaux de transport vers les machines de moulage par injection, où des pigments de couleur sont encore ajoutés pour donner aux chevilles du modèle Delta 6 leur teinte bien connue.
Les granulés naturels et les pigments colorés arrivent ensemble dans la zone d’apport, puis de là passent dans l’unité de plastification grâce à un transporteur à vis avant d’arriver dans la zone de compression, où le mélange de granulés est chauffé et homogénéisé. La masse se dirige ensuite automatiquement vers la zone d’éjection afin d’être injectée dans le moule.
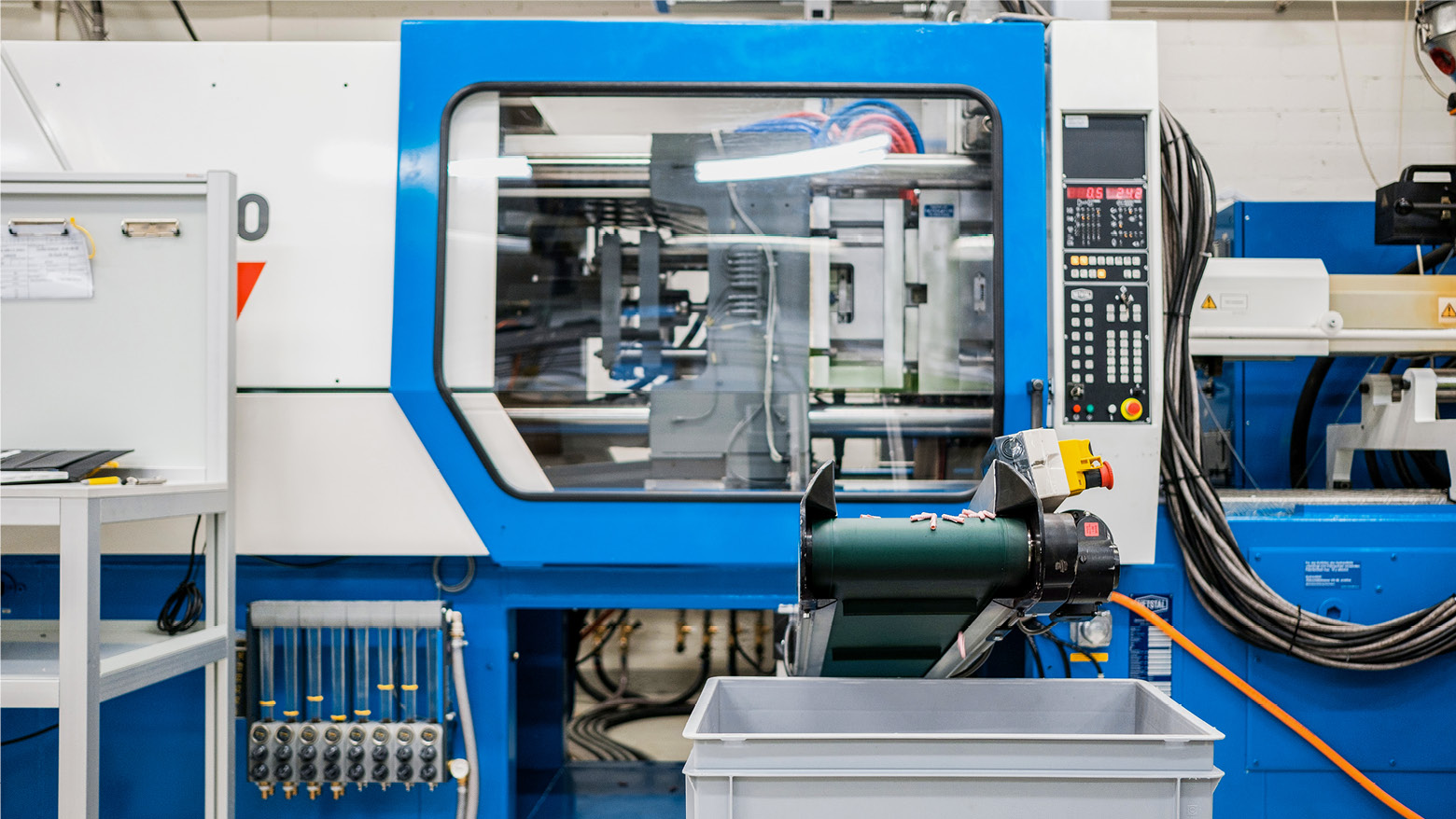
Le moule a une force de verrouillage de 175 tonnes, ce qui permet d’injecter le mélange de granulés à une pression de 900 bars. Grâce à un outil comptant 96 cavités à canaux hauffants, qui produit 96 chevilles par injection, on atteint un volume de production de 25 000 pièces par heure. Les chevilles produites ainsi sont ensuite versées dans des caisses de transport via un tapis roulant.
On voit ici la machine de remplissage qui projette les chevilles dans un tambour rotatif le long de sa paroi et les dirige ainsi dans l’axe. Cette bande fait ensuite passer les chevilles devant des capteurs qui comptent exactement la quantité nécessaire aux emballages et procède au conditionnement.